Solid carbide drill for CFRP, GFRP and Kevlar

- Order number: S10023.1
- EAN: 4056053023011
| Size / Size | Artikel-Nr. | Preis | Menge |
|---|---|---|---|
| D= 3,0mm, l=12mm, L=50mm, S= 3mm | S10023.1 | €17.86 * | |
| D= 4,0mm, l=22mm, L=60mm, S= 4mm | S10023.2 | €18.84 * | |
| D= 5,0mm, l=22mm, L=60mm, S= 5mm | S10023.3 | €25.15 * | |
| D= 5,5mm, l=32mm, L=70mm, S= 6mm | S10023.4 | €28.31 * | |
| D= 6,0mm, l=32mm, L=70mm, S= 6mm | S10023.5 | €26.20 * | |
| D= 7,0mm, l=32mm, L=70mm, S= 7mm | S10023.6 | €37.56 * | |
| D= 7,5mm, l=42mm, L=80mm, S= 8mm | S10023.7 | €44.08 * | |
| D= 8,0mm, l=42mm, L=80mm, S= 8mm | S10023.8 | €39.14 * | |
| D= 8,5mm, l=42mm, L=80mm, S= 9mm | S10023.9 | €52.38 * | |
| D= 9,0mm, l=42mm, L=80mm, S= 9mm | S10023.10 | €51.44 * | |
| D= 9,5mm, l=42mm, L=80mm, S=10mm | S10023.11 | €56.38 * | |
| D=10,0mm, l=52mm, L=90mm, S=10mm | S10023.12 | €54.48 * | |
| D=10,5mm, l=55mm, L=100mm, S=11mm | S10023.13 | €61.69 * | |
| D=11,0mm, l=55mm, L=100mm, S=11mm | S10023.14 | €59.85 * | |
| D=11,5mm, l=55mm, L=100mm, S=12mm | S10023.15 | €70.16 * | |
| D=12,0mm, l=55mm, L=100mm, S=12mm | S10023.16 | €66.80 * | |
| D=12,5mm, l=58mm, L=103mm, S=13mm | S10023.17 | €78.78 * | |
| D=13,0mm, l=58mm, L=103mm, S=13mm | S10023.18 | €76.57 * | |
| D=14,0mm, l=58mm, L=103mm, S=14mm | S10023.19 | €89.19 * |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
PWWU - NEW DEVELOPMENT! Solid carbide high-performance drill for CFRP, GFRP and Kevlar
Solid carbide drills for machining CFRP (carbon fibre reinforced plastics), GFRP (glass fibre reinforced plastics) or Kevlar.
(VHM Bohrer für CFK, GFK und Kevlar, Wiertła VHM do CFK, GFK i Kevlaru)
This drill with innovative cutting edge geometry is a new development by PWWU. The drill was developed in the context of a research project in cooperation and with the support of a very renowned Chemnitz research institute. The drill tip has been redesigned and the guide chamfers on the drill circumference have also been substantially revised.
Compared to conventional drills, for example with centering tip or sickle-shaped tip, it offers significant advantages! These are:
- Improved drilling result
- higher cutting parameters = higher productivity!
- longer tool life
- sustainable and resource-conserving - because it can often be regrinded
Technical data for Solid carbide high performance drills for CFRP, GFRP and Kevlar
- Drill type: Twist drill
- D = Diameter
- l = cutting length
- L = total length
- S = Shaft diameter
- Number of cutting edges: Z2, double-edged, 2Z
- Material: finest grain - solid carbide
- Shaft design: smooth shaft according to DIN 1835 A or DIN 6535 HA (DIN 6535 B with clamping surface available on request)
- Field of application: for drilling CFRP / GFRP / Kevlar, plastics, thermoplastics, thermosets, sheet material
- "Made in Germany" quality from German production developed and produced by PWWU
- Delivery in plastic packaging
- Info: from a minimum quantity of 5 pieces we also manufacture all intermediate diameters up to ø 20 mm (for example: ø 5.16 mm).
Cutting data Recommendation for GFRP / CFRP / Kevlar: vc = 130 m / min. (This cutting speed is a guide value and must be adapted to the respective operating conditions.)
Attention: These Solid carbide high-performance drills for CFRP, GFRP and Kevlar are only available here at pwwu24.de or directly at Präzisionswerkzeuge Wurzen (PWWU) and no other supplier!
The advantages of the newly developed Solid carbide high-performance drill using GFRP as an example
1. improved drilling result
State of the art produces "drill cover"
Based on the state of the art, we first tested drills with a so-called W drill tip (also called sickle shape). This cutting edge geometry has so far been used primarily for the production of drill holes in fibre composite materials such as GRP, CFRP or Kevlar. This is intended to achieve the goal of a drill exit without fiber overhang.
We ourselves were surprised at the poor drilling results these drills showed. On the exit side, a kind of "drill cover" was formed, which remains connected to the component by a few fibers (see Fig. 1).
Drilling tests with conventional drills

Figure 1: Conventional drill bit with W-drill tip produces fiber overhang and "drill cover" on outlet side
The fibres evade the cutting edge in places and bend away. Especially when the drill feeds parallel to the fibre orientation. This means that not all fibres are separated at the drill exit, resulting in tearing in the base material. Changing the drill feed at the drill outlet did not improve the separation of the "drill cover".
New drill tip for less fiber overhang.
We have now completely redesigned the drill tip to produce a smaller fiber projection at the exit of the hole. Therefore, the macro geometry, such as tip angle and wedge angle, was specified in order to meet the requirement for the sharpest possible cutting edge with a low cutting edge rounding for low cutting temperatures. Furthermore, the aim was to achieve the lowest possible fiber overhang at the bore exit and a long engagement time through low wear. The result is that the hole quality has improved considerably with the new Solid carbide high-performance drill from PWWU (see Fig. 2).

Figure 2: Low fiber overhang with the new Solid carbide high-performance drill from PWWU
2. Higher cutting parameters = higher productivity!!
All drills have a round chamfer on the outer circumference, the so-called guide chamfer. This guide chamfer is usually round ground to a width of 1 - 2 mm. It ensures that the drill drills a clean, cylindrical and parallel hole. When drilling most materials, this is the preferred geometry because it works very well. However, fibre-reinforced plastics have a tendency for torn fibre ends to protrude beyond the bore wall into the bore. This increases friction between these fibers and the guide chamfer of the drill bit.
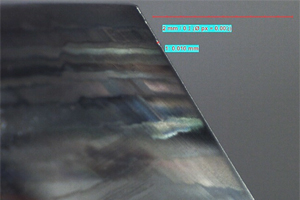
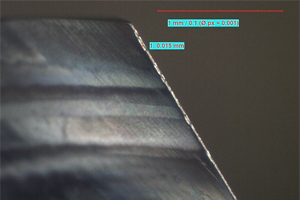
In drilling tests with drills with a conventional guide chamfer, this led to high thermal loads on the drill at higher cutting speeds. These caused discoloration on the workpiece (see Fig. 4).
For this reason, the guide chamfer was redesigned and adapted to the application parameters. This made it possible to achieve a significant reduction in the temperature measured at the guide chamfer of the drill during drilling tests.
The cutting speed and thus the productivity could be more than tripled in further drilling tests (compared to the comparative test) without clearly visible discoloration on the workpiece (see Fig. 3).
 |
 |
| Figure 3: PWWU for Solid carbide high performance drill: No discoloration at vc = 180 m / min |
Figure 4: Comparison drill: Clear discoloration at vc = 70 m / min |
3. Longer service life
To start with: Even the newly developed Solid carbide high performance drills will eventually wear out and become blunt. However, we have tried to adapt the cutting geometry to the usually dry drilling process. In addition, we have selected a special cutting material that has a correspondingly high wear resistance.
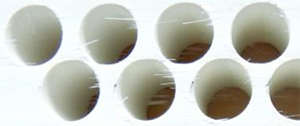
Figures 5 to 8 show that we have achieved this very well compared to conventional tools. While our newly developed Solid carbide high-performance drills hardly show any wear after 250 holes, the conventional comparison tools have already reached their end.
 |
 |
|
Figure 5: PWWU Solid carbide high performance drill:
|
Figure 6: Comparison drill:
|
|
|
|
| Figure 7: PWWU Solid carbide high performance drill: clean fiber separation of the glass fibers and hardly Fiber overhang after 250 holes |
Figure 8: Comparison drill: unclean fibre separation of the glass fibres and strong fiber overhang after 250 bores |

![]()
- Do you have any questions concerning this product?
- Faktoren bei der Auswahl von Zerspanwerkzeugen
- Further products by PWWU Präzisionswerkzeuge Wurzen
Bohrt sauber und schnell, Verarbeitung ist sehr gut.
Also wir haben aktuell mehr als 100 Löcher gebohrt in GFK und in div. Kunststoffe. Das hat der Bohrer ohne Probleme geschafft und ist keineswegs abgenutzt oder stumpf geworden. Ich kann dieses Produkt empfehlen.



























")

















