VHM Bohrer für CFK, GFK und Kevlar

- Artikel-Nr.: S10023.1
- EAN: 4056053023011
| Größe / Größe | Artikel-Nr. | Preis | Menge |
|---|---|---|---|
| D= 3,0mm, l=12mm, L=50mm, S= 3mm | S10023.1 | 17,86 € * | |
| D= 4,0mm, l=22mm, L=60mm, S= 4mm | S10023.2 | 18,84 € * | |
| D= 5,0mm, l=22mm, L=60mm, S= 5mm | S10023.3 | 25,15 € * | |
| D= 5,5mm, l=32mm, L=70mm, S= 6mm | S10023.4 | 28,31 € * | |
| D= 6,0mm, l=32mm, L=70mm, S= 6mm | S10023.5 | 26,20 € * | |
| D= 7,0mm, l=32mm, L=70mm, S= 7mm | S10023.6 | 37,56 € * | |
| D= 7,5mm, l=42mm, L=80mm, S= 8mm | S10023.7 | 44,08 € * | |
| D= 8,0mm, l=42mm, L=80mm, S= 8mm | S10023.8 | 39,14 € * | |
| D= 8,5mm, l=42mm, L=80mm, S= 9mm | S10023.9 | 52,38 € * | |
| D= 9,0mm, l=42mm, L=80mm, S= 9mm | S10023.10 | 51,44 € * | |
| D= 9,5mm, l=42mm, L=80mm, S=10mm | S10023.11 | 56,38 € * | |
| D=10,0mm, l=52mm, L=90mm, S=10mm | S10023.12 | 54,48 € * | |
| D=10,5mm, l=55mm, L=100mm, S=11mm | S10023.13 | 61,69 € * | |
| D=11,0mm, l=55mm, L=100mm, S=11mm | S10023.14 | 59,85 € * | |
| D=11,5mm, l=55mm, L=100mm, S=12mm | S10023.15 | 70,16 € * | |
| D=12,0mm, l=55mm, L=100mm, S=12mm | S10023.16 | 66,80 € * | |
| D=12,5mm, l=58mm, L=103mm, S=13mm | S10023.17 | 78,78 € * | |
| D=13,0mm, l=58mm, L=103mm, S=13mm | S10023.18 | 76,57 € * | |
| D=14,0mm, l=58mm, L=103mm, S=14mm | S10023.19 | 89,19 € * |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
PWWU - NEUENTWICKLUNG! VHM Hochleistungs - Bohrer für CFK, GFK und Kevlar
VHM Bohrer für die Zerspanung von CFK (Kohlefaserverstärkte Kunststoffe), GFK (Glasfaserverstärkte Kunststoffe) oder Kevlar.
(Solid carbide drill for CFRP, GFRP and Kevlar, Wiertła VHM do CFK, GFK i Kevlaru)
Dieser Bohrer mit innovativer Schneidengeometrie ist eine Neuentwicklung von PWWU. Der Bohrer wurde im Rahmen eines Forschungsprojektes in Zusammenarbeit und mit Unterstützung eines sehr renommierten Chemnitzer Forschungsinstitutes entwickelt. Dabei wurde die Bohrerspitze neu gestaltet und auch die Führungsfasen am Bohrerumfang sind wesentlich überarbeitet worden.
Im Vergleich zu herkömmlichen Bohrern zum Beispiel mit Zentrierspitze oder sichelförmiger Spitze bietet er wesentliche Vorteile! Das sind:
- verbessertes Bohrergebniss
- höhere Schnittparameter = höhere Produktivität!
- höhere Standzeit
- nachhaltig und ressourcenschonend - weil häufig nachschleifbar
Technische Daten für VHM Hochleistungs - Bohrer für CFK, GFK und Kevlar
- Bohrertyp: Spiralbohrer
- D = Durchmesser
- l = Schneidenlänge
- L = Gesamtlänge
- S = Schaftdurchmesser
- Anzahl der Schneiden: Z2, zweischneidig, 2Z
- Material: VHW (Feinstkorn - Vollhartmetall, VHM)
- Schaft Ausführung: gerader, glatter Schaft nach DIN 1835 A bzw. DIN 6535 HA (DIN 6535 B mit Spannfläche gern auf Anfrage)
- Einsatzgebiet: zum Bohren von CFK / GFK / Kevlar, Kunststoff, Thermoplast, Duroplast, Plattenmaterial
- "Made in Germany" Qualität aus deutscher Produktion entwickelt und hergestellt von Präzisionswerkzeuge Wurzen
- Lieferung in Kunststoff - Verpackung
- Info: ab einer Mindeststückzahl von 5 Stück fertigen wir Ihnen auch alle Zwischendurchmesser bis ø 20 mm (zum Beispiel: ø 5,16 mm)
Schnittdaten Empfehlung für GFK / CFK / Kevlar: vc = 130 m / min. (Diese Schnittgeschwindigkeit ist ein Richwert und muss den jeweiligen Einsatzbedingungen angepasst werden.)
Achtung: Diese VHM Hochleistungs - Bohrer für CFK, GFK und Kevlar gibt es bisher nur hier bei pwwu24.de oder direkt bei Präzisionswerkzeuge Wurzen (PWWU) und sonst bei keinem anderen Lieferanten!
Die Vorteile des neuentwickelten VHM Hochleistungs - Bohrers am Beispiel von GFK
1. Verbessertes Bohrergebniss
Stand der Technik erzeugt „Bohrdeckel“
Ausgehend vom Stand der Technik haben wir zunächst Bohrer mit einer sogenannten W-Bohrerspitze (auch Sichelform genannt) getestet. Diese Schneidengeometrie wird bisher vorzugsweise für die Fertigung von Bohrungen in Faserverbundwerkstoffen, wie GfK, CfK oder Kevlar verwendet. Damit soll das Ziel eines Bohreraustritts ohne Faserüberstand erreicht werden.
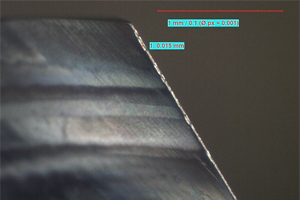
Wir waren selbst überrascht welche schlechten Bohrergebnisse diese Bohrer zeigten. An der Austrittsseite bildete sich eine Art „Bohrdeckel“, welche an wenigen Fasern mit dem Bauteil verbunden bleiben (siehe Bild 1).

Bild 1: herkömmlicher Bohrer mit W-Bohrerspitze erzeugt Faserüberstand und „Bohrdeckel“ an Austrittseite
Die Fasern weichen stellenweise der Schneide aus und biegen sich weg. Vor allem bei zur Faserausrichtung parallel gerichteter Vorschubbewegung des Bohrers. Somit werden nicht alle Fasern am Bohreraustritt getrennt, was ein Einreißen in das Grundmaterial zur Folge hat. Eine Veränderung des Bohrvorschubs am Austritt des Bohrers brachte keine Verbesserung hinsichtlich eines Abtrennens der „Bohrdeckels“.
Neue Bohrerspitze für geringeren Faserüberstand.
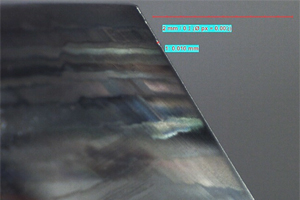
Wir haben nun die Bohrerspitze komplett neu entwickelt um einen geringeren Faserüberstand am Bohrungsaustritt zu erzeugen. Daher wurde die Makrogeometrie, wie Spitzenwinkel und die Keilwinkel spezifiziert, um die Anforderung nach einer möglichst scharfen Schneide mit einer geringen Schneidkantenverrundung für geringe Zerspantemperaturen. Ziel war weiterhin ein möglichst geringer Faserüberstand am Bohrungsaustritt und eine hohe Eingriffsdauer durch geringen Verschleiß umzusetzen. Das Ergebnis ist, dass sich die Bohrungsqualität mit dem neuen VHM Hochleistungs - Bohrer von PWWU wesentlich verbessert hat (siehe Bild 2).

Bild 2: geringer Fasenüberstand mit VHM Hochleistungs - Bohrer von PWWU
Bei Bohrversuchen mit Bohrern mit einer herkömmlichen Führungsfase führte das bei höheren Schnittgeschwindigkeiten zu starken thermischen Belastungen am Bohrer. Diese riefen die Verfärbungen am Werkstück hervor (siehe Bild 4).
Aus diesem Grund wurde die Führungsfase neu gestaltet und an die Einsatzparameter angepasst. Dadurch konnte bei Bohrversuchen eine deutliche Reduzierung der gemessenen Temperatur an der Führungsfase des Bohrers erreicht werden.
Die Schnittgeschwindigkeit und damit die Produktivität konnte in weiteren Bohrversuchen mehr als verdreifacht werden (im Vgl. zum Vergleichstest) ohne deutliche sichtbare Verfärbungen am Werkstück hervorzurufen (siehe Bild 3).
 |
 |
| Bild 3: PWWU VHM Hochleistung – Bohrer: Keine Verfärbungen bei vc = 180 m / min |
Bild 4: Vergleichsbohrer: deutliche Verfärbungen bei vc = 70 m / min |
3. Höhere Standzeit
Um es gleich vorweg zu nehmen: Auch die neuentwickelten VHM Hochleistung – Bohrer verschleißen irgendwann und werden stumpf. Wir haben uns aber bemüht die Schneidengeometrie an die in der Regel trockene Bohrbearbeitung anzupassen. Außerdem haben wir dazu einen besonderen Schneidstoff ausgewählt der eine entsprechend hohe Verschleißbeständigkeit aufweist.
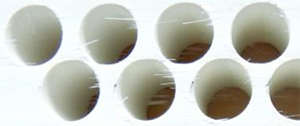
Die Bilder 5 bis 8 zeigen, dass uns dies im Vergleich zu herkömmlichen Werkzeugen sehr gut gelungen ist. Während unsere neuentwickelten VHM Hochleistung – Bohrer nach 250 Bohrungen noch kaum Verschleiß zeigen, sind die herkömmlichen Vergleichswerkzeuge schon an ihrem Ende angekommen.
 |
 |
|
Bild 5: PWWU VHM Hochleistung – Bohrer:
|
Bild 6: Vergleichsbohrer:
|
|
|
|
| Bild 7: PWWU VHM Hochleistung – Bohrer: saubere Fasertrennung der Glasfasern und kaum Faserüberstand nach 250 Bohrungen |
Bild 8: Vergleichsbohrer: unsaubere Fasertrennung der Glasfasern und starker Faserüberstand nach 250 Bohrungen |

![]()
- Fragen zum Artikel?
- Faktoren bei der Auswahl von Zerspanwerkzeugen
- Weitere Artikel von PWWU Präzisionswerkzeuge Wurzen
Bohrt sauber und schnell, Verarbeitung ist sehr gut.
Also wir haben aktuell mehr als 100 Löcher gebohrt in GFK und in div. Kunststoffe. Das hat der Bohrer ohne Probleme geschafft und ist keineswegs abgenutzt oder stumpf geworden. Ich kann dieses Produkt empfehlen.


















































