Wiertła VHM do CFK, GFK i Kevlaru

- Numer zamówienia: S10023.1
- EAN: 4056053023011
| Wymiary / Rozmiar | Artikel-Nr. | Preis | Menge |
|---|---|---|---|
| D= 3,0mm, l=12mm, L=50mm, S= 3mm | S10023.1 | 17,86 € * | |
| D= 4,0mm, l=22mm, L=60mm, S= 4mm | S10023.2 | 18,84 € * | |
| D= 5,0mm, l=22mm, L=60mm, S= 5mm | S10023.3 | 25,15 € * | |
| D= 5,5mm, l=32mm, L=70mm, S= 6mm | S10023.4 | 28,31 € * | |
| D= 6,0mm, l=32mm, L=70mm, S= 6mm | S10023.5 | 26,20 € * | |
| D= 7,0mm, l=32mm, L=70mm, S= 7mm | S10023.6 | 37,56 € * | |
| D= 7,5mm, l=42mm, L=80mm, S= 8mm | S10023.7 | 44,08 € * | |
| D= 8,0mm, l=42mm, L=80mm, S= 8mm | S10023.8 | 39,14 € * | |
| D= 8,5mm, l=42mm, L=80mm, S= 9mm | S10023.9 | 52,38 € * | |
| D= 9,0mm, l=42mm, L=80mm, S= 9mm | S10023.10 | 51,44 € * | |
| D= 9,5mm, l=42mm, L=80mm, S=10mm | S10023.11 | 56,38 € * | |
| D=10,0mm, l=52mm, L=90mm, S=10mm | S10023.12 | 54,48 € * | |
| D=10,5mm, l=55mm, L=100mm, S=11mm | S10023.13 | 61,69 € * | |
| D=11,0mm, l=55mm, L=100mm, S=11mm | S10023.14 | 59,85 € * | |
| D=11,5mm, l=55mm, L=100mm, S=12mm | S10023.15 | 70,16 € * | |
| D=12,0mm, l=55mm, L=100mm, S=12mm | S10023.16 | 66,80 € * | |
| D=12,5mm, l=58mm, L=103mm, S=13mm | S10023.17 | 78,78 € * | |
| D=13,0mm, l=58mm, L=103mm, S=13mm | S10023.18 | 76,57 € * | |
| D=14,0mm, l=58mm, L=103mm, S=14mm | S10023.19 | 89,19 € * |
NOWE NARZĘDZIE - NAJNOWSZA MYŚL TECHNOLOGICZNA PWWU Wurzen! Wiertło VHM o wysokiej wydajności do CFK, GFK i Kevlaru
VHM wiertło do obróbki skrawaniem z CFK (tworzywa sztucznego wzmacniane włóknem węglowym), GFK (tworzywo sztuczne wzmacniane włóknem szklanym) albo Kevlar.
(Solid carbide drill for CFRP, GFRP and Kevlar, VHM Bohrer für CFK, GFK und Kevlar)
Jest to wiertło z innowacyjną geometrią krawędzi skrawającej i stanowi najnowszy produkt technologiczny w PWWU.
Prace nad konstrukcją tego wiertła były prowadzone w ramach projektu badawczego przy współpracy z renomowanym Instytutem Badawczym w Chemnitz. Końcówka wiertła została na nowo zaprojektowana, a fazy prowadzące na obwodzie wiertła zostały również znacznie zmienione. W porównaniu z wiertłami konwencjonalnymi, np. z końcówką centrującą lub sierpowatą, posiada on znaczące zalety! To są:
- polepszenie wyników wiercenia
- wysokie parametry cięcia = wysoka produktywność!
- dłuższa żywotność narzędzia
- stałość i oszczędność zasobów - ponieważ często można ponownie ostrzyć
Dane techniczne dla węglika spiekanego VHM wysokowydajnego - wiertło dla CFK, GFK i dla Kevlaru
- Typ wiertła: Wiertło kręte
- D = Średnica
- l = Długość ostrza
- L = Długość całkowita
- S = Średnica trzpienia
- Liczba ostrzy: Z2, obosieczny, 2Z
- Materiał: VHW (drobnoziarnisty - węglik spiekany, VHM)
- Wykonanie trzpienia: gładki trzpień według DIN 1835 A lub DIN 6535 HA (DIN 6535 B z powierzchnią zaciskową dostępną na zamówienie)
- Zakres zastosowania: do wiercenia z CFK / GFK / Kevlar, tworzywo sztuczne, termoplastry, duroplastry, materiał płytowy
- Jakość niemieckiej produkcji, rozwój i produkcja w PWWU w Wurzen
- Dostawa w opakowaniu z tworzywa sztucznego
- Informacja: od minimalnej ilości 5 sztuk produkujemy również wszystkie średnice pośrednie do ø 20 mm (np. ø 5,16 mm).
Dane dotyczące ostrza zalecane dla GFK / CFK / Kevlar: vc = 130 m / min. (Ta prędkość cięcia jest wskaźnikiem i musi być obecnie dostosowana do warunków pracy.)
Uwaga: Te wysokowydajne - wiertła dla CFK, GFK i Kevlaru są jak dotąd tylko dostępne w pwwu24.de/pl lub bezpośrednio w PWWU w Wurzen i u żadnego innego dostawcy!
Zalety nowo rozwijających się VHM wysokowydajnych - wierteł na przykład z GFK
1. Polepszenie wyników wiercenia
Stan techniki wytwarza „osłonę wiertła“
W oparciu o aktualny stan techniki testowaliśmy najpierw wiertła z tzw. końcówką W - ostrze wiertła (również zwane w kształcie sierpa). Ta geometria ostrza była stosowana dotychczas do wykonywania wiercenia w kompozytach, takich jak GfK, CfK czy Kevlaru, aby osiągnąć cel braku wystających włókien podczas wyjścia wiertła.
Sami byliśmy zaskoczeni jak słabymi wynikami wiercenia wykazuje się wiertło. Po stronie wyjścia wiertła tworzy sie rodzaj „pokrywy wiertła“, która jest połączona z włóknami ( patrz rys.1).

Rys 1: Konwecjonalne wiertło z W-ostrzem powodujące wystawanie włókna i „pokrywę wiertła“ po stronie wyjścia.
Włókna rozchylają się na boki i zginają. Szczególnie przy orientacji włókna równoległej do kierunku posuwu wiertła. Niniejszym nie wszystkie włókna są rozdzielane przy wyjściu wiertła. Przez co powstają w materiale podstawowym pęknięcia. Zmiana posuwu wiertła na jego wyjściu z materiału nie przyniosła polepszenia oddzielenia „pokrywy wiertła“.
Nowe wierta z ostrzem do zmniejszenia wystawania włókien.
Wytwarzamy teraz kompletnie nowo rozwinięte wiertła z ostrzem w celu zmniejszenia wystawania włókien podczas wyjścia wiertła z materiału. Dlatego wyspecyfikowano makrogeometrię, taką jak kąt ostrza i kąt zaostrzenia, o wymaganej możliwe ostrej krawędzi z niewielkim zaokragleniem krawędzi tnącej przy niskich temperaturach skrawania. Celem było wdrożenie zmniejszenia wystających włókien przy wyjściu wiertła i wysoki czas trwania procesu przy niskim zużyciu wiertła. Wynikiem jest znaczne polepszenie jakości wiercenia za pomocą nowego VHM wysokowydajnego wiertła od PWWU (patrz Rys.2).

Rys. 2: Zmniejszenie wystających włókien z nowym VHM wysokowydajnym – wierteł od PWWU
2. Podwyższenie parametrów cięcia = podwyższenie produktywności!
Wszystkie wiertła posiadają na zewnętrznym obwodzie fazę okragłą tak zwaną fazę prowadzacą. Ta faza prowadząca jest szlifowaniem przy zaokragleniu zwykle po jednej stronie od 1 – 2 mm. To zapewnia wykonanie przez wiertło otworu czystego, cylindrycznego i równoległego. Podczas wiercenia wiertłami z większości dostępnych materiałów jest stosowana geometria, dzięki której otrzymuje się najlepsze wyniki. Materiały kopozytowe wzmocnione włóknem mają tendencję do wystawania ponad ścianę w otworze. Z tego powodu powstaje zwiększone tarcie między włóknami a fazą prowadzącą wiertła.
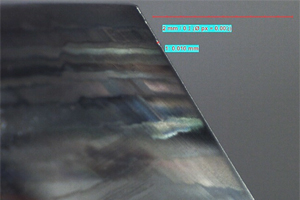
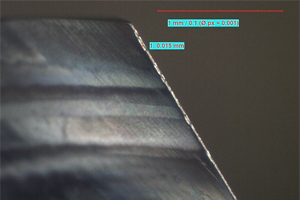
Próby wiercenia wiertłami w konwecjonalnej fazie prowadzącej prowadzono przy wyższych prędkościach cięcia do mocnych termicznych obciążeń na wiertle. Spowodowały one odbarwienia na narzędziu (patrz rys.4). Z tego powodu przeprojektowano fazę prowadzącą i ustalono parametry skrawania (parametry wprowadzające). W wyniku tego można osiągnąć podczas prób wiercenia znaczną redukcję mierzonej temperatury w fazie prowadzącej wiertło. Prędkość cięcia i produktywność mogą stać się w późniejszych próbach wiercenia większe niż potrójne (zobacz, test porównawczy) bez wyraźnie widocznych przebarwień powstałych na narzędziu (patrz rys 3).
 |
 |
| Rys 3: PWWU VHM wysokowydajne – wiertło: bez przebarwień przy vc = 180 m / min |
Rys 4: Wiertło porównawcze: wyraźne przebarwienia przy vc = 70 m / min |
3. Dłuższa żywotność
Aby to przewidzieć od razu:
również nowe wiertła z węglika spiekanego VHM i wysokowydajne – wiertła zużywają się i stają się tępe. Spróbowalismy zaprojektować taką geometrię cięcia, która dostosowuje z reguły suchy proces wiercenia. Oprócz tego wybraliśmy do tego szczególne materiały do cięcia, które mają odpowiednio wysoką odporność na ścieranie.
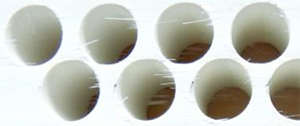
Rys. 5 do 8 pokazują, że wiertło jest bardzo dobrze wykonane w porównaniu do tradycyjnych narzędzi. Podczas gdy nasze nowe VHM wysokowydajne – wiertła nie wykazują jeszcze żadnego ścierania po 250 wierceniach, tradycyjne narzędzia porównawcze są już zużyte.
 |
 |
|
Rys 5: PWWU VHM Wysokowydajne – Wiertło: po 250 wierceniach
|
Rys 6: Wiertło porównawcze:
|
|
|
|
|
Rys 7: PWWU VHM Wysokowydajne – wiertło: liczba wystających włókien po 250 wierceniach |
Rys 8: Wiertło porównawcze: nieczyste rozdzielenie włókien szklanych i mnóstwo wystających włókien po 250 wierceniach |

![]()
- Czy masz jakieś pytania dotyczące tego produktu?
- Faktoren bei der Auswahl von Zerspanwerkzeugen
- Kolejne produkty z PWWU Präzisionswerkzeuge Wurzen
Bohrt sauber und schnell, Verarbeitung ist sehr gut.
Also wir haben aktuell mehr als 100 Löcher gebohrt in GFK und in div. Kunststoffe. Das hat der Bohrer ohne Probleme geschafft und ist keineswegs abgenutzt oder stumpf geworden. Ich kann dieses Produkt empfehlen.














































